


 扫一扫
扫一扫

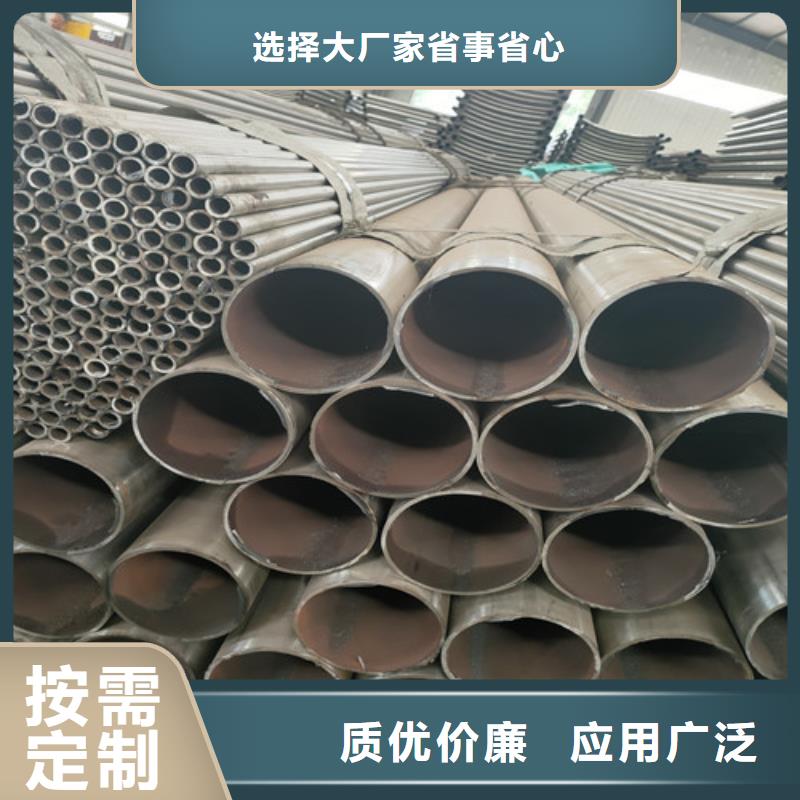
不锈钢复合管-桥梁护栏货源直销")
20年 云阳镀锌喷塑防撞栏、领域深耕
经验丰富
多种 云阳镀锌喷塑防撞栏、产品型号
可供选择
多种 云阳镀锌喷塑防撞栏、产品配件
快速匹配
雄厚的技术力量
质量有保障
云阳镀锌喷塑防撞栏、厂家直销
价格合理
不锈钢复合管-桥梁护栏货源直销")
不锈钢复合管-桥梁护栏货源直销")
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层最终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到最小程度,这关于高温和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
不锈钢复合管-桥梁护栏货源直销")
不锈钢复合管-桥梁护栏货源直销")
不锈钢复合管-桥梁护栏货源直销")
不锈钢复合管-桥梁护栏货源直销")
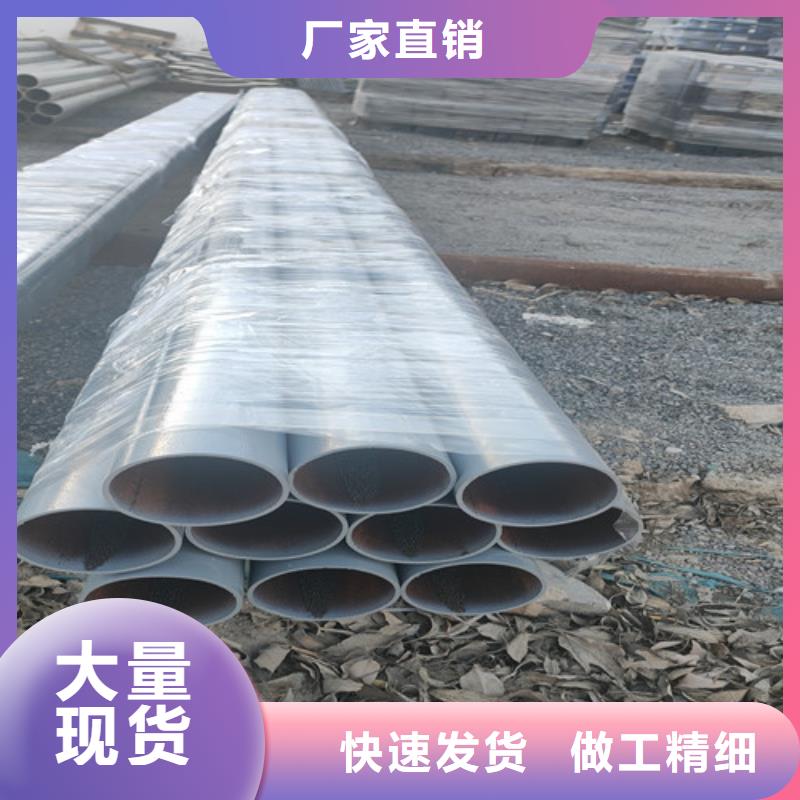
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
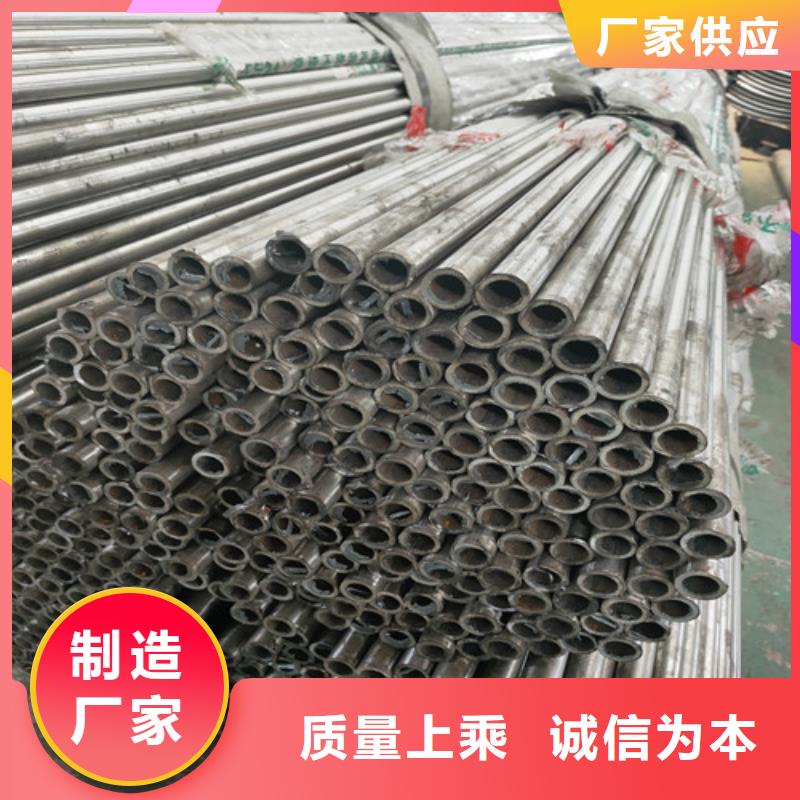
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
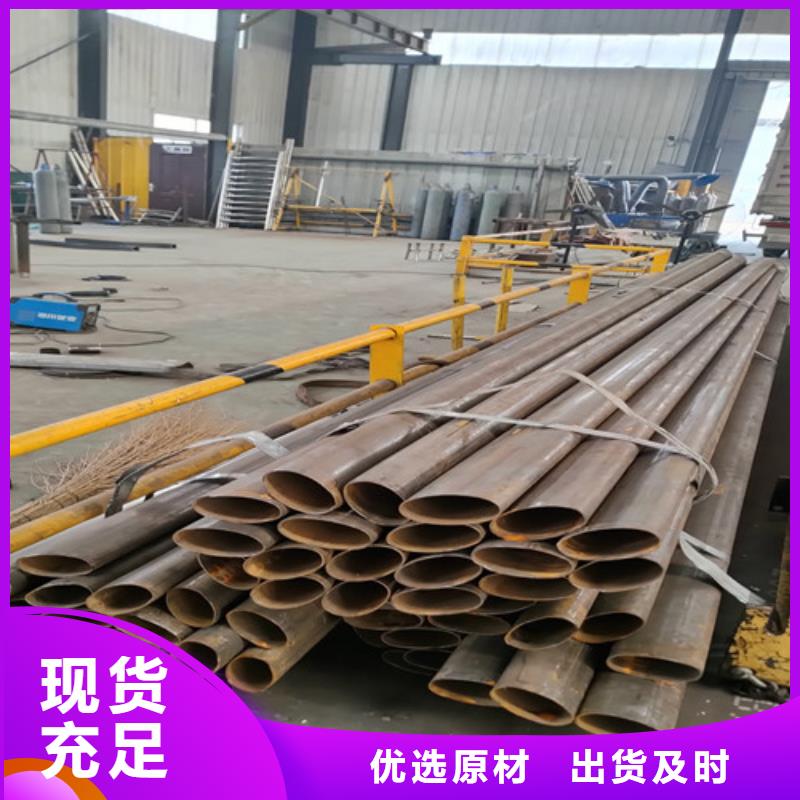
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
不锈钢复合管-桥梁护栏货源直销")
不锈钢复合管-桥梁护栏货源直销")
技术支持:k797.com