想要知道《云南》【本地】耐磨钢板精密钢管全新升级品质保障产品如何?看视频就知道!看视频,选产品更明智!
以下是:《云南》【本地】耐磨钢板精密钢管全新升级品质保障的图文介绍


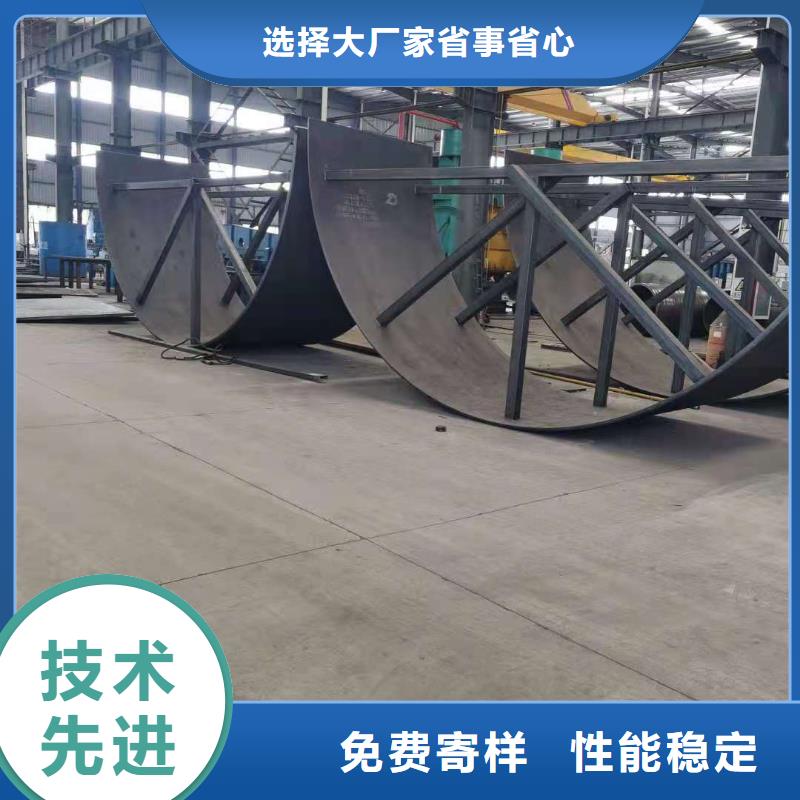
作为客户,我们要买建筑材料,就需要了解所买材料的特性和性能,今天小编就带大家来谈谈复合耐磨板的七大性能。很高的耐磨性能:复合耐磨板耐磨层厚度3-12㎜,耐磨层硬度可以达到HRC58-62,耐磨性能是普通钢板的15-20倍以上,是低合金钢板性能5-10倍以上,是高铬铸铁耐磨性能2-5倍以上,耐磨性远远高于喷焊和热喷涂等方法。 很好的耐温性能:复合耐磨板合金碳化物在高温下有很强的性能,复合耐磨板可以在500℃内使用,其他特殊要求温度可以定制生产,能够满足1200℃以内条件下使用;陶瓷、聚氨脂、高分子材料等采取粘贴方式耐磨材料无法满足如此高温要求。 很好的选择性能:复合耐磨板选择不同厚度基材,堆焊不同层数和厚度的合金耐磨层,可以得到不同厚度和不同用途的钢板,厚度可达到30㎜以上;很好的连接性能:复合耐磨板基材是普通Q235钢板,保证耐磨钢板具有韧?。 很好的加工性能:复合耐磨板;能够按要求加工成不同规格尺寸,可以进行加工、冷弯成型、焊接、弯曲等,方便使用;可以现场拼焊成型,使维修更换工作省时、方便,大大降低工作强度。很好的性价格比:复合耐磨板价格较普通材料有所,但考虑到产品使用寿命,综合考虑维修费用、备件费用和停机损失,其性能价格比远高于普通钢板和其他材料。



在拉深过程中,当金属受力流动时,金属材料和模具表面的凸出点所承受的压力,应力较集中,由于被拉深材料的塑性流动导致局部,致使它们瞬时焊合在一起,加上切向力的作用,使材料撕裂而粘附在模具表面,形成凹凸不平的伤痕,粘接成瘤。 高速拉延时,工作表面温度可达400~500℃。失效形式:耐磨衬板经常因为尺寸磨损和表面产生沟槽而失效。若继续拉深,将会使制件的表面粗糙度增大,严重时将无法继续工作。性能要求:具有高硬度和耐磨性以及一定的热性。 在模具材料选定之后,碳化铬耐磨板的锻造和热处理就是影响模具使用寿命的主要工艺因素。为满足冷作模具的性能要求,理想的金相组织应该是在高硬度、高韧性的基体上均匀分布着圆形细颗粒状的硬质相。要做到这一点,就必须采用合理的锻造和热处理工艺。 由于碳化铬耐磨板一般都是高合金钢板,钢板中的含碳量比较高,在耐磨板的冶炼和热加工过程中存在大量的碳化物、甚至共晶碳化物,会严重影响到碳化铬耐磨板的性能和使用寿命。锻造对于冷作碳化铬耐磨板的组织影响,主要是模具材料的致密度和均匀性,以及形成合理的流向分布。



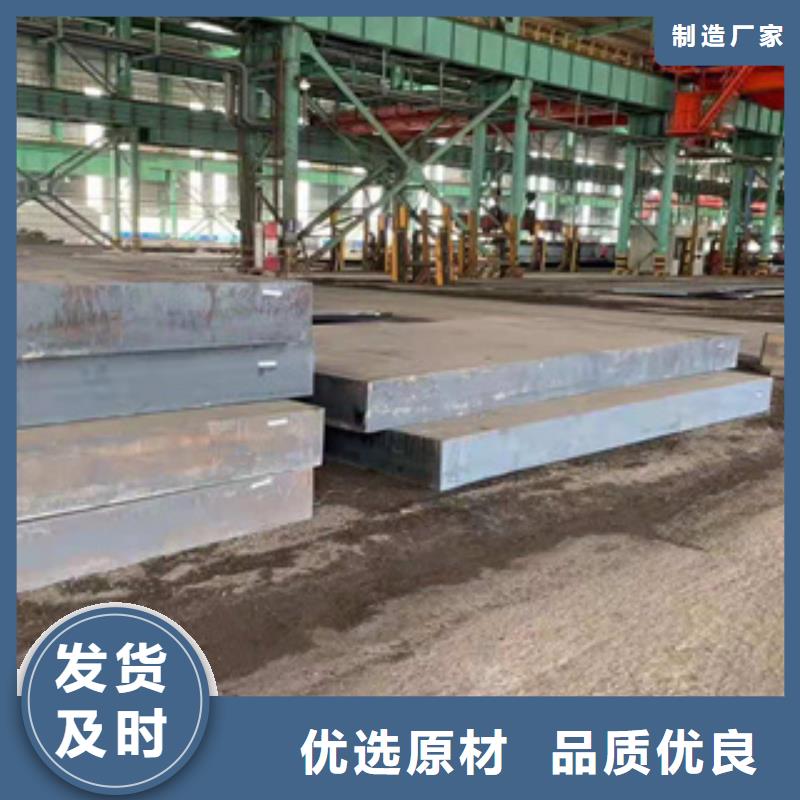
鑫邦源特钢有限公司拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 高压化肥管、产品,严格按照国家标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
鑫邦源特钢有限公司以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。


坡口角度很小的埋弧焊称为窄间隙埋弧焊。窄间隙埋弧焊的坡口面角一般为1-4,在复合耐磨板进行窄间隙埋弧焊的过程中,坡口面角随着焊缝收缩也相应地缩小到接近零度,使坡口变成具有一定宽度的间隙,此间隙宽度略大于导电嘴的宽度。 窄间隙埋弧焊一般焊接复合耐磨板,厚度为350mm,间隙尺寸为18-25mm。复合耐磨板窄间隙埋弧焊具有下列优点:坡口窄小,熔敷金属量小,节省焊丝、焊剂、电能和工时。焊头自动跟踪焊缝,与一般埋弧自动焊相比,可避免人工调节焊头偏差引起的焊接缺陷,所以窄间隙埋弧焊性能可靠能确保焊接质量。 窄间隙埋弧焊采用脱渣性好的细颗粒焊剂,自动回收焊剂,焊工避免了清渣和筛选焊剂的工序。窄间隙埋弧焊采用线能量较小的焊接规范,改善了焊接接头的力学性能。由于复合耐磨板的坡口窄小,使焊接应力小和焊接接头综合力学性能良好,了焊接接头的抗裂性能。 焊缝中的热裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,其结晶温度区间较大、偏析较严重,因而具有较大的热裂倾向。热裂纹经常出现在条焊道弧坑和凹形角焊缝中。为防止热裂纹,在选择焊接材料时,应尽量选用含碳量低,含S、P杂质少的填充金属【一般控制w(C)在0.15%以下,不超过0.25%,w(S)和w(P)均不超过0.03%-0.035%】,焊接时必须填满弧坑和保证良好的焊缝成形。



从锻造的性能来说,硬质复合耐磨板是较难改锻的板材。烧结成形后的硬质耐磨板坯料,在锻造前需进行球化退火,以消除残余应力,球状珠光体,便于锻造的进行。应将退过火的锻坯上的尖角和棱角磨成圆角。锤头、锤砧、工具和胎模等使用前需经预热。 锻造加热速度不宜过快,保温时间不宜过长,坯料应在炉中经常,确保加热均匀。硬质复合耐磨板坯料加热后,需经适当冷却,待其温度下降大约50℃后开始锻造。变形量不宜过大,锻造比一般2,注意采用二轻一重的操作要领。 终锻温度控制在900℃为宜。硬质复合耐磨板锻造的初1~3火次,一般是进行镦粗和拔长,拔长宜尽量在V形铁砧或胎模中进行。待锻透后再逐步改变坯料的形状和尺寸。GT3TLMW50、GW50硬质耐磨板该类合金脆性大,在锻造过程中应以多向应力、单向变形的锻造方式较为合适。 锻造中采用二轻一重的原则,锻造比可取2。自由锻时每火径向变形取6%~15%,模锻时每火轴向变形取15%~25%,锻坯越大,相应的变形越小。DT硬质复合耐磨板其显微组织具有硬质颗粒均匀弥散分布,颗粒尺寸细小,而GBTLMW50等硬质复合耐磨板中的硬质颗粒的分布呈明显的聚集状态,均匀度较差。





 扫一扫
扫一扫